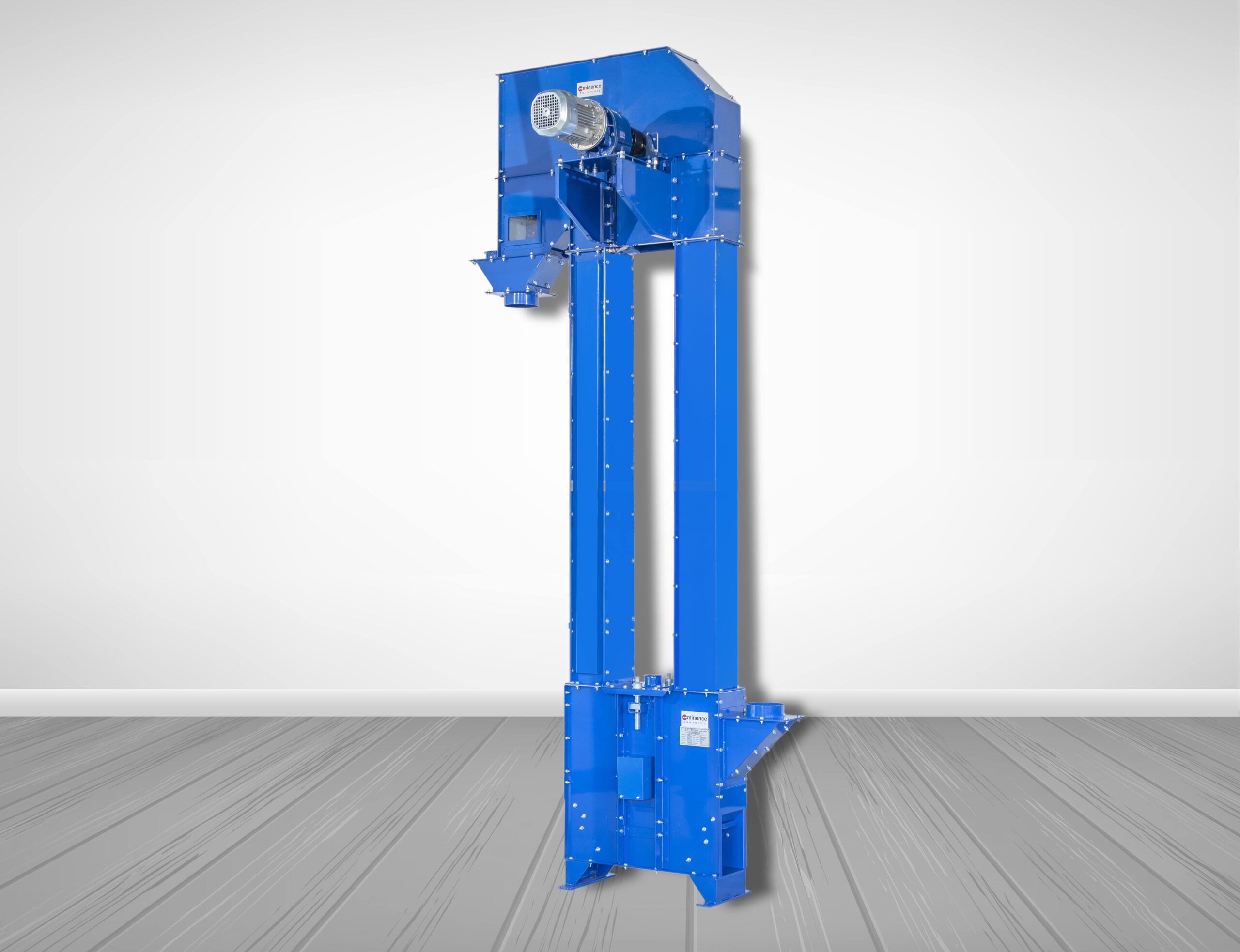
What is a Bucket Elevator?
A bucket elevator is a vertical system designed to transport bulk materials efficiently in various industrial settings. You’ll often find it in sectors like agriculture, cement, food processing, and mining, where it plays a crucial role in the continuous handling of materials.
Reliable Bucket Elevator Manufacturer
Eminence Bucket Elevators have earned a strong reputation for performance and reliability, making us a trusted Bucket Elevator Manufacturer for industrial material handling applications. Their well-thought-out engineering and user-focused design ensure high operational efficiency and long-term durability. Their modular structure allows for precise fitment and structural rigidity, ensuring consistent alignment, smoother operation, and ease of maintenance. The result is a system that is not only efficient but also long-lasting and user-friendly, even under demanding operational conditions.
Crafted with versatility in mind, Eminence Bucket Elevators are capable of handling a wide range of free-flowing materials such as rice, wheat, maize, pulses, corn, cotton seed, mustard seed, sunflower seed, malt, and even fine particles like sawdust. These elevators are designed to handle materials gently, minimizing degradation and reducing fallback to nearly zero. We also offer advanced Z-Type Bucket Elevators for efficient and hygienic material conveying across various industries.