Industrial Belt Conveyor Systems for Material Handling
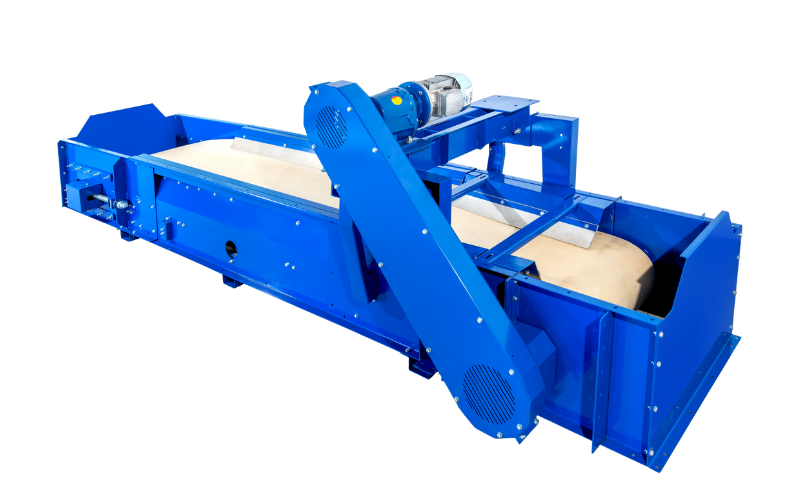
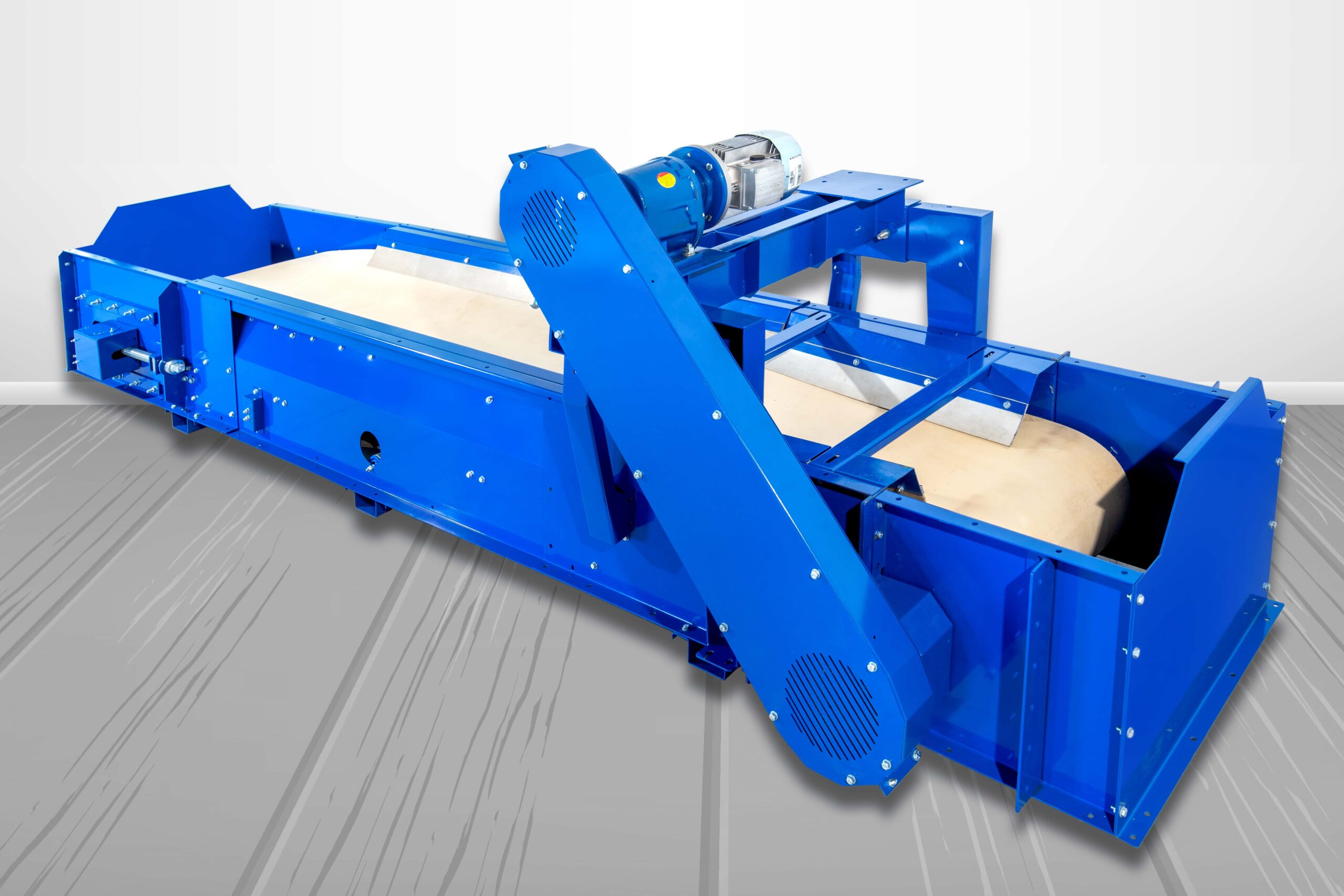
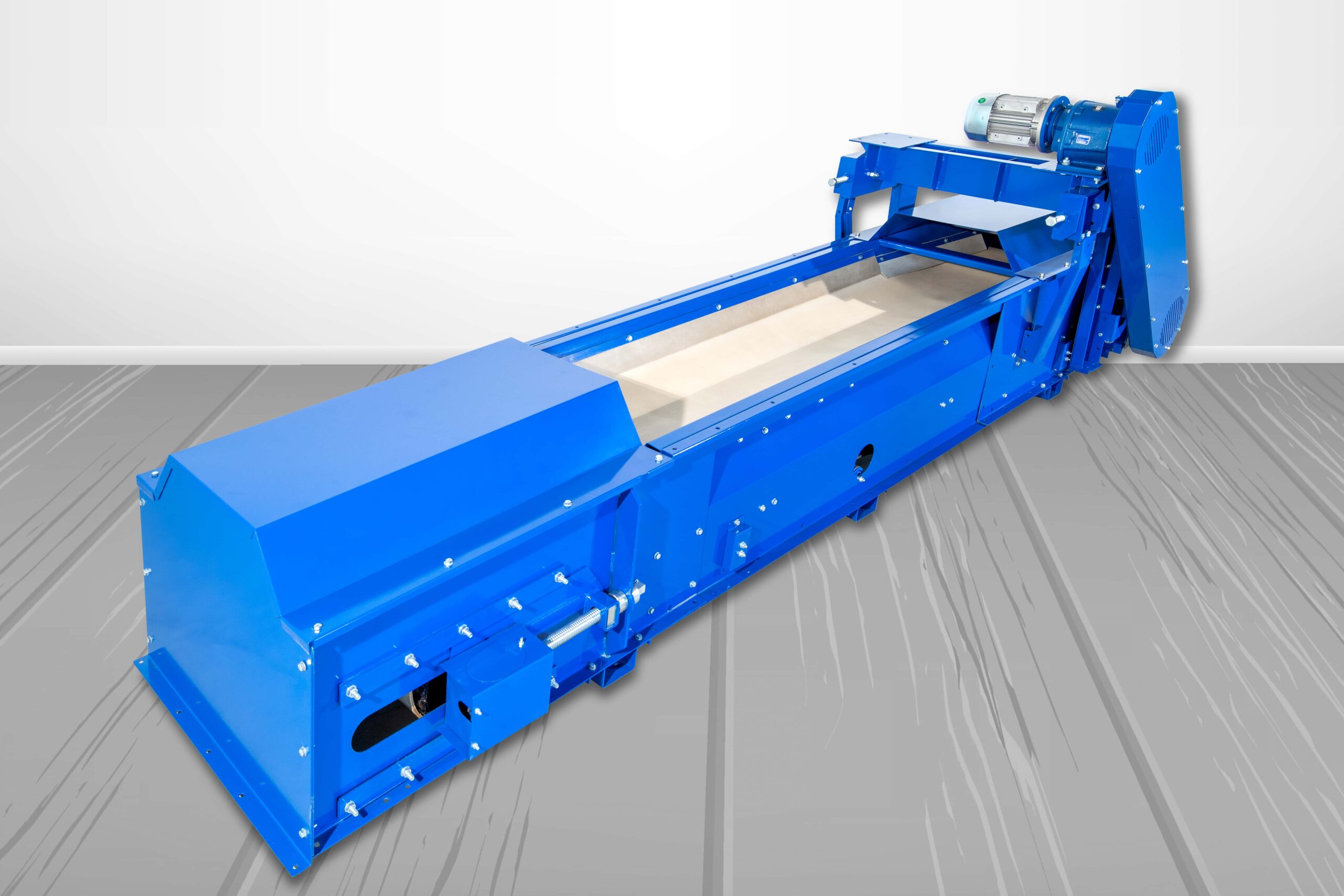
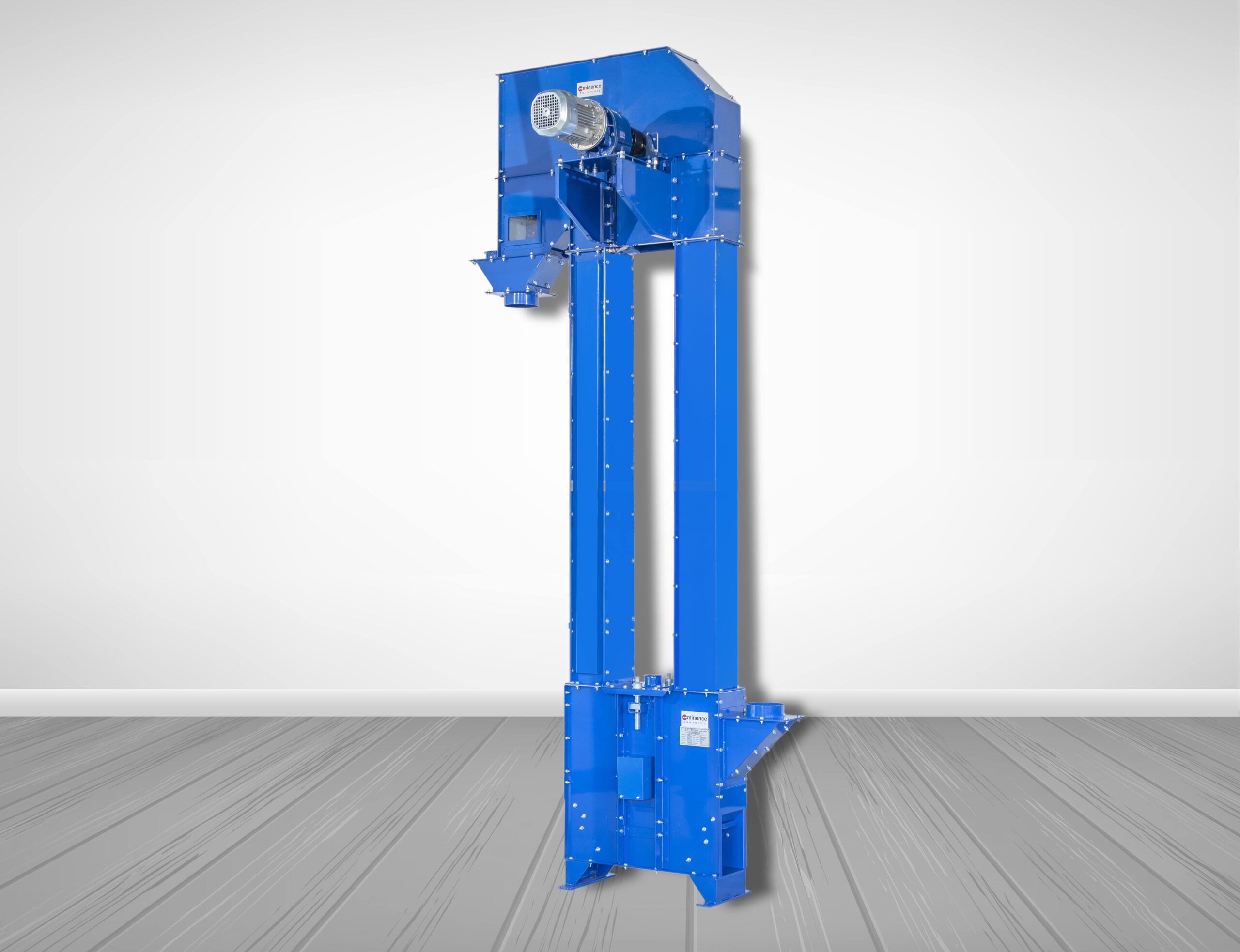
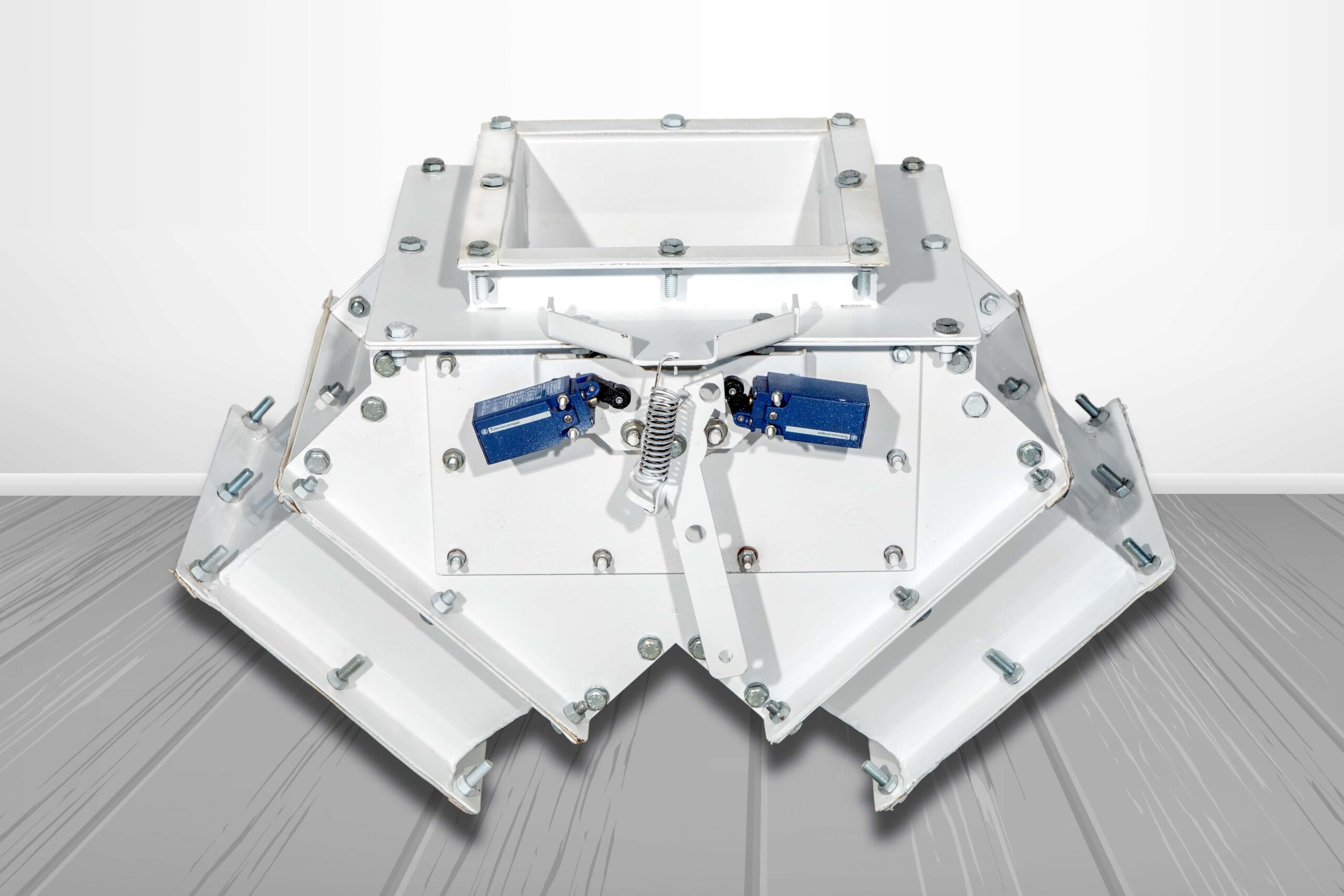
Eminence Belt Conveyors are engineered with precision and built for performance. Featuring a fully enclosed, sheet metal frame construction, these conveyors are designed to ensure durability, safety, and minimal material loss during transport. Their unique design characteristics and superior build quality make them ideal for a wide range of industrial applications.
Efficient and reliable, Eminence Belt Conveyors handle a variety of free-flowing materials including rice, dal, wheat, corn, pulses, maize, cotton seed, mustard seeds, and more. Whether in bulk processing or packaging environments, these conveyors offer consistent material flow, low maintenance requirements, and optimal energy efficiency — making them a trusted choice across industries. Explore our complete range of material handling equipment for industrial applications.